
HƯỚNG DẪN SỬ DỤNG MÁY CẮT PLASMA CNC

KHI VẬN HÀNH MÁY CẮT CNC PLASMA
1.1. Cần lưu ý
• Tuân thủ các quy tắc an toàn vận hành máy CNC Plasma: sử dụng đồ bảo hộ, kính mắt, găng tay, khẩu
trang, găng tay…
• Đảm bảo điện áp hoạt động ổn định.
• Kiểm tra độ vuông góc của mỏ và máy.
• Cần điều chỉnh thông số cắt Plasma theo đúng chiều dày của vật liệu cắt.
• Vệ sinh máy sau một ngày hoạt động.
• Tra dầu lên thanh dẫn hướng, thanh răng và thêm dầu vào bình bơm tự động (nếu có).
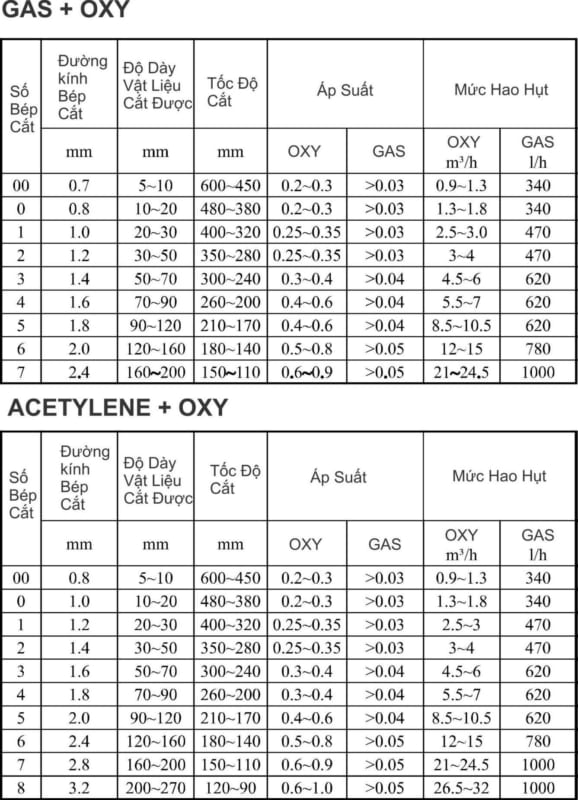
• Khi cắt Plasma hoặc Oxy Gas cần sử dụng đúng loại bép cắt để đạt được mạch cắt đẹp nhất.
• Khi cắt Plasma cần bơm đủ nước để hạn chế nhiệt và khói bụi.
• Thường xuyên xả nước trên bình nén khí và đồng hồ tách nước.
• Cần tiếp tiếp địa tất cả các thiết bị điện.
• Kiểm tra bép cắt, điện cực thường xuyên ( tránh sảy ra vấn đề hỏng mỏ cắt).
• Khi cắt đảm bảo chiều cắt, thứ tự cắt nhằm tránh biến dạng sản phẩm.
• Khi kết thúc hoạt động :
– Tắt máy CNC.
– Tắt nguồn Plasma.
– Khóa van khí nén, khí Oxy,khí Gas để đảm bảo an toàn cháy nổ.
1.2 Không nên
• Không sử dụng mỡ bò bôi lên thanh răng và thanh dẫn hướng.
• Không nên tiếp mát nguồn Plasma trong nước.
• Không cẩu vật liệu qua máy, tránh rơi và va đập vào máy.
CÁC BƯỚC CẮT CNC PLASMA
A. CÁC LƯU Ý TRƯỚC KHI CẮT:
1. KHÍ NÉN:
– Điều chỉnh máy nén khí trong khoảng 4,5÷8,5 Bar.
– Khí nén có lọc nước đảm bảo chế độ đánh lửa mỏ cắt ổn định và tăng tuổi thọ bép cắt.
– Kiểm tra khí nén đã cấp cho nguồn cắt.
2. NGUỒN CẮT:
– Kiểm tra kẹp mát nguồn cắt với bàn cắt đã được kẹp chưa.
– Nguồn cắt đã được bật chưa
3. MÁY CẮT CNC PLASMA:
– Kiểm tra tra ray trượt dẫn hướng X, Y xem có bị vướng kẹt. Tra dầu cho hệ thống ray dẫn hướng. Thanh răng dẫn hướng
15 ngày vệ sinh và lau dầu 1 lần.
B. CÁC BƯỚC CẮT PLASMA: 3 BƯỚC
Bước 1: Lấy file cắt: Lấy 1 trong 2 cách:
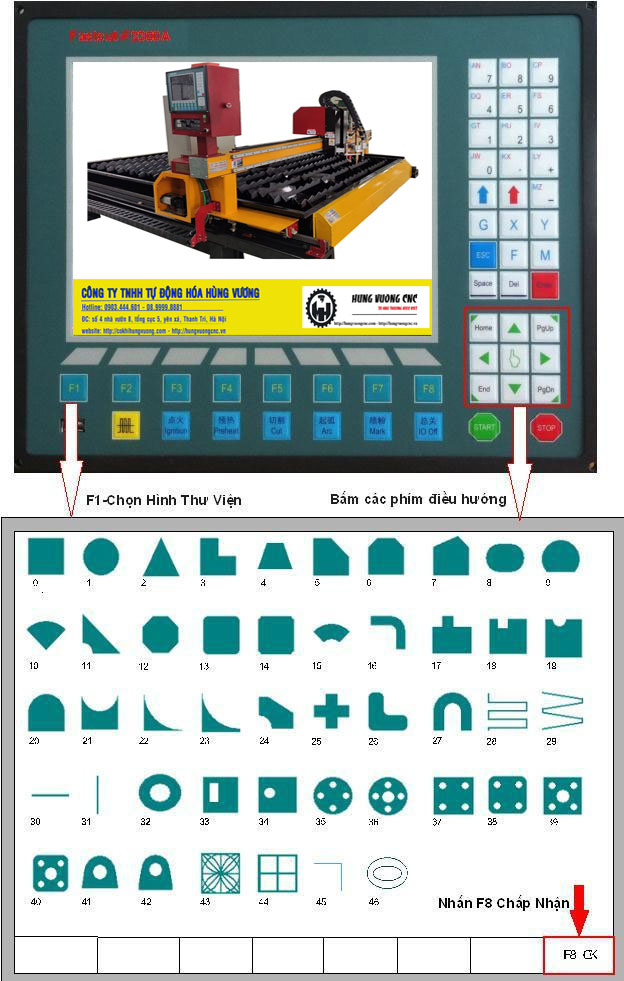
Lấy hình cắt cơ bản từ thư viện: Ấn F1→ Sử dụng phím →↑↓← để chọn hình cắt → Ấn F8→Điều chỉnh kích thước theo yêu
cầu→Ấn F8.
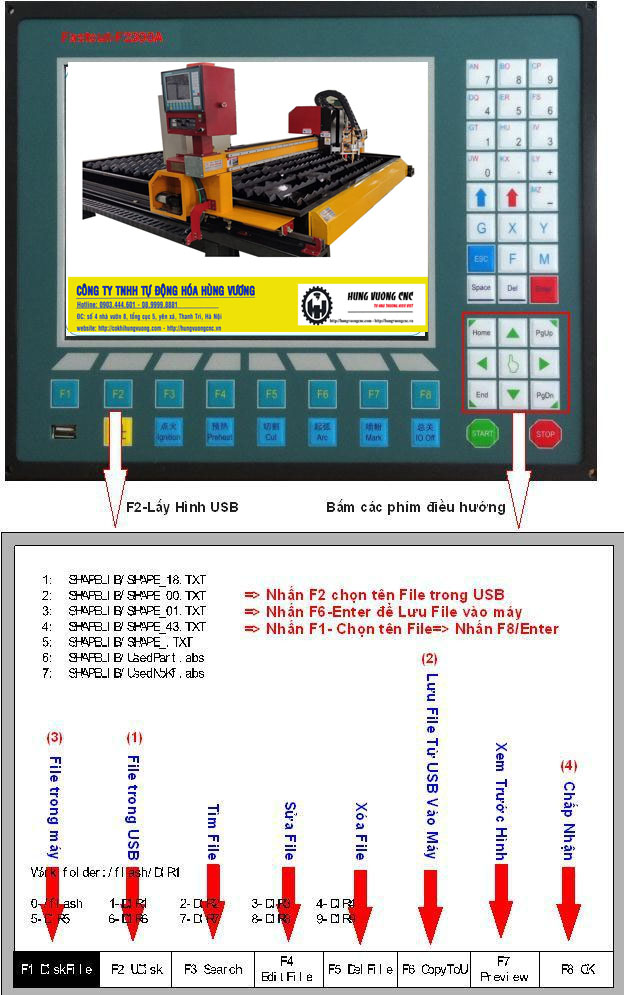
Lấy hình cắt từ USB: Ấn F2 (File) → Ấn F2 (Udick)→ Sử dụng phím ↑↓ để chọn hình cắt
→Ấn F8.
Bước 2: Điều chỉnh thông số cắt:
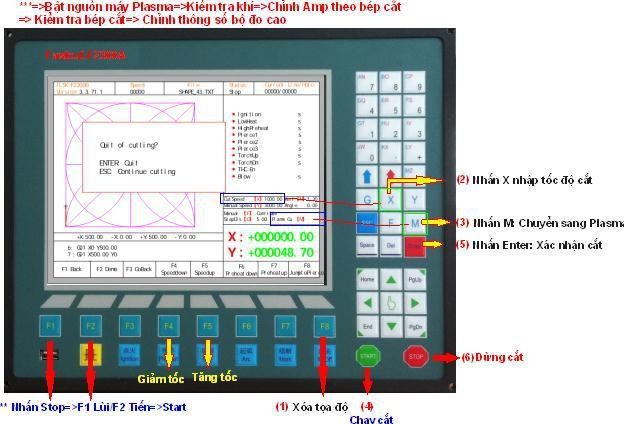
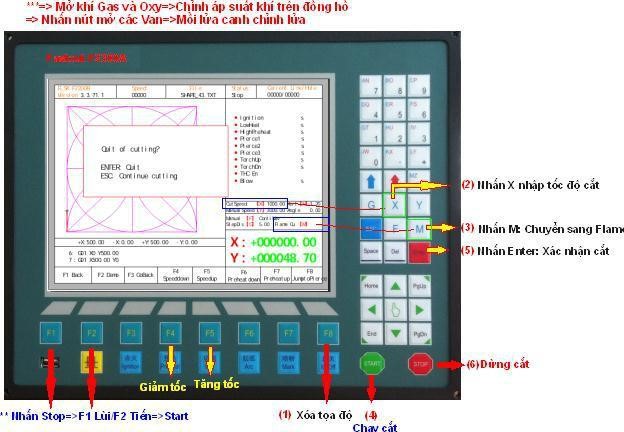
Chọn tốc độ cắt: Ấn X→ Nhập tốc độ cắt (tra bảng) → Ấn Enter.
Điều chỉnh thời gian đục: Vặn núm thời gian đục (tra bảng).
Kiểm tra chiều cao đục: Vặn núm chiều cao đục → ấn nút K.tra chiều cao đục để kiểm tra thông số chiều cao giưa
tấm tôn (tra bảng).
Bước 3: Căn phôi và cắt
Căn Phôi: Đưa đèn laser về cạnh dọc thứ 1 của tấm tôn → F8→F3→F2→F1→X
→ Đưa đèn laser về cạnh dọc thứ 2 của tấm tôn →Ấn Y → Enter → F8 (3 lần).
Đưa mỏ cắt về vị trí gốc máy (theo hình dưới). Sau đó ấn Star.
– Tra bảng thông số cắt Nguồn phù hợp
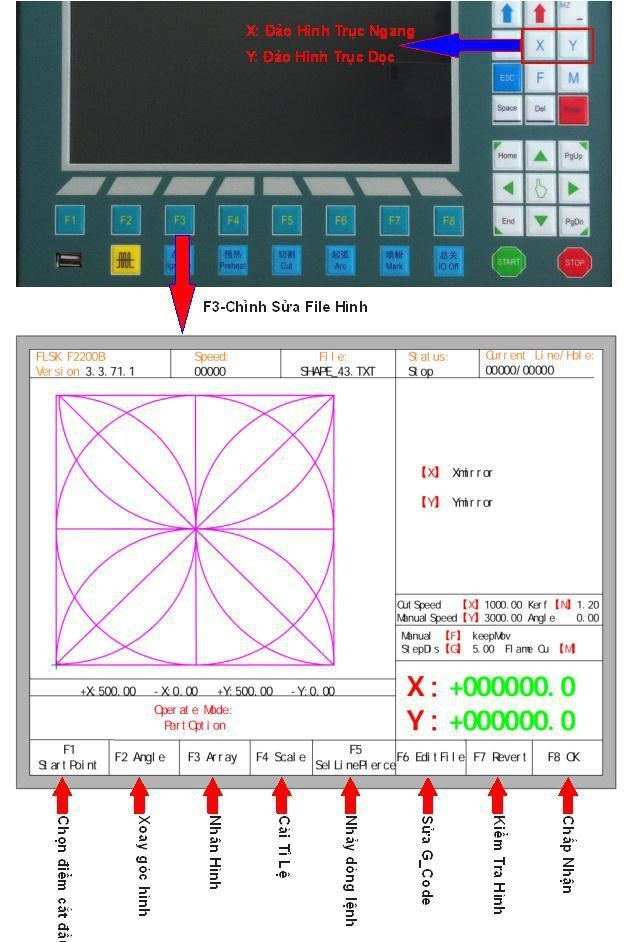
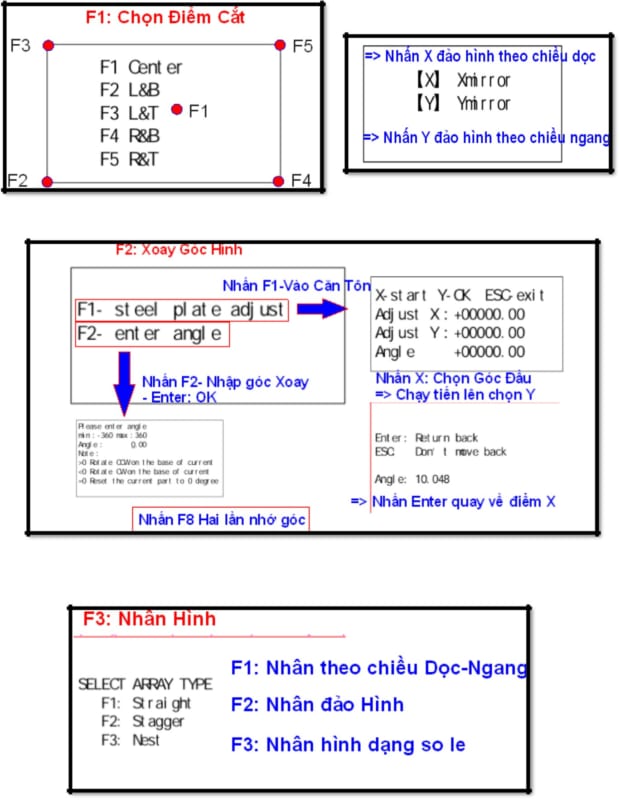
– Khi xoay hình hoặc lấy đối xứng hình cắt ta phải chọn lại gốc máy: Ấn F3→F1 →Hiện bảng F1 đến F5 như hình vẽ
Chọn vị trí nào thì đưa mỏ cắt về vị trí đó → ấn F8 (2 lần) →Sau đó mới ấn cho máy cắt. Thường ta chọn F2
Lấy đối xứng qua hình cắt trên máy CNC:
+ Ấn F3 →Ấn Y→F8(2 lần) là lấy đối xứng qua trục Y
+ Ấn F3 →Ấn X→F8(2 lần) là lấy đối xứng qua trục X
Máy Tính Điều Khiển:

Cụm Đo Chiều Cao Plasma:
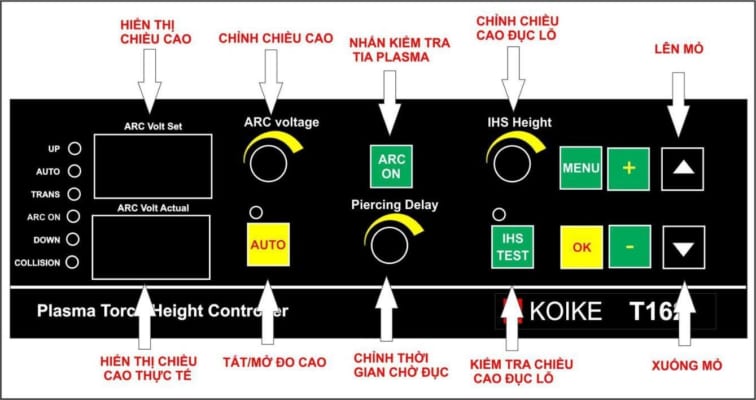
Panel điều khiển:

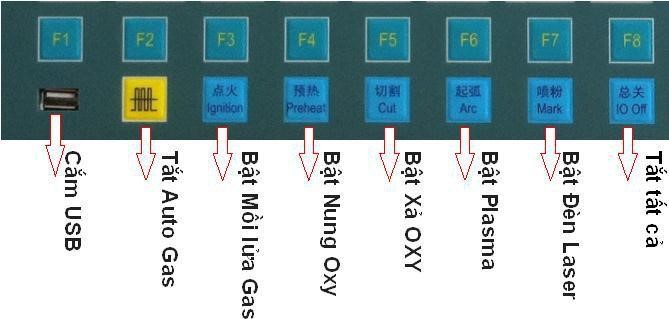
Bật Kiểm Tra Các Van:
F1:LẤY HÌNH TRONG THƯ VIỆN
F2:LẤY FILE TỪ MÁY VÀ USB
F3:CÀI ĐẶT HÌNH CẮT
CÁC CHẾ ĐỘ CÀI ĐẶT TRONG F3
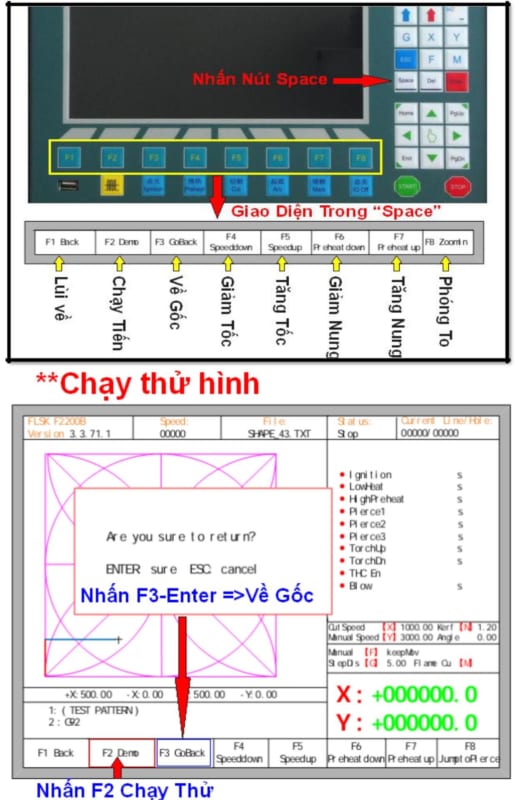
CÁC CHẾ ĐỘ TRONG “SPACE”:
CẮT PLASMA:
CẮT GAS/OXY:
CÁC THÔNG SỐ CÀI ĐẶT BAN ĐẦU:
( F4_SETUPS)
A. F1_Common:
1.Cutting speed: 1000
2.Manual move speed: 6000
3.G00 Move Speed: 8000
4.Kerf: 1
5.Corrner Speed: 100%
6.Cutting Type : Flama——Flame
7.Demo Run Speed : 4000
B. F2 Flame:
- Ignition time: 0.5
- Low preheat time: 30
- Hight preheat time: 00
- Pierce 1: 00
- Pierce 2: 00
- Pierce 3: 0.5
- Exhaust time: 0.5
- Torch Up Time: 00
- Torch down time: 00
- Pierce Up Time: 0.2
- Pierce Down Time: 0.2
- THC Adjustment: No
- Hold Preheat: Yes
- Edge cutting enable: No
C. F3 Plasma
| 1. | Arc time: 0.2 |
| 2. | Pierce time: 0.2 |
| 3. | Torch up time: 1.0 |
| 4. | Arcing check time: 15 |
| 5. | Position check Time: 00 |
| 6. | Position up Time: 00 |
| 7. | Close arc: 00 |
| 8. | Distance to close arc: 10 |
| 9. | Lose arc delay: 00 |
| 10. | . Watch arc enable: Yes |
THÔNG SỐ CẮT CNC MỎ 130A NGUỒN: CUT 130A
*** Thông số mang tính tham khảo, tùy thực tế có thể thay đổi
BÙ SAI SỐ KHI CẮT
| Lưu lượng khí (lít/ phút) | Áp suất khí | Chiều dày vật liệu | Khoảng cách mỏ đến phôi | Thông số chiều cao trên THC | Tốc độ max | Thời gian chờ
|
Bép cắt | |
|
150
|
Test ( bar) | Run (bar) | (mm) | (mm) | (Volts) | mm/min | ( giây) | mm |
|
4.0- 5.0 |
6.0-8.0 |
5 | 3 | 125 | 2500 | 0.2 | 1.1 | |
| 8 | 3 | 128 | 1800 | 0.3 | 1.3 | |||
| 10 | 5 | 130 | 1500 | 0.5 | 1.5 | |||
| 12 | 5 | 135 | 1200 | 0.6 | 1.5 | |||
| 15 | 6 | 138 | 1000 | 0.8 | 1.7 | |||
| 20 | 6 | 140 | 900 | 1 | 1.7 | |||
| 22 | 7 | 145 | 750 | 1.5 | – | |||
| 25 | 8 | 145 | 600 | 2 | – | |||
| *** Trên màn hình chính nhấp F4 => dịch xuống dòng Kerf value: | ||
| hoặc tổ hợp phím Shift-N | ||
| Thông số trên bép cắt | Bù đường cắt | |
| 1.2-60A | 1.2 | |
| 1.5-100A | 1.5 | |
| 1.7-130A | 1.7 | |
| Khi bép cắt hư sai số có thể tăng | => cần thay thế bép cắt mới. |
Cảm ơn bạn vì đã quan tâm bài viết của chúng tôi. Bài viết chỉ mang tính chất tham khảo và không chắc chắn đúng 100% với các thông số và hướng dẫn.